Contact Stockwell Elastomerics
Request a quote or get more information.

Imagine a world where you can skip a traffic jam by flying across the city or reach a remote destination in no time. Advanced Air…

The future of transportation is taking off, quite literally. Advanced Air Mobility (AAM) and electric vertical take-off and landing (eVTOL) aircraft will transform how people…
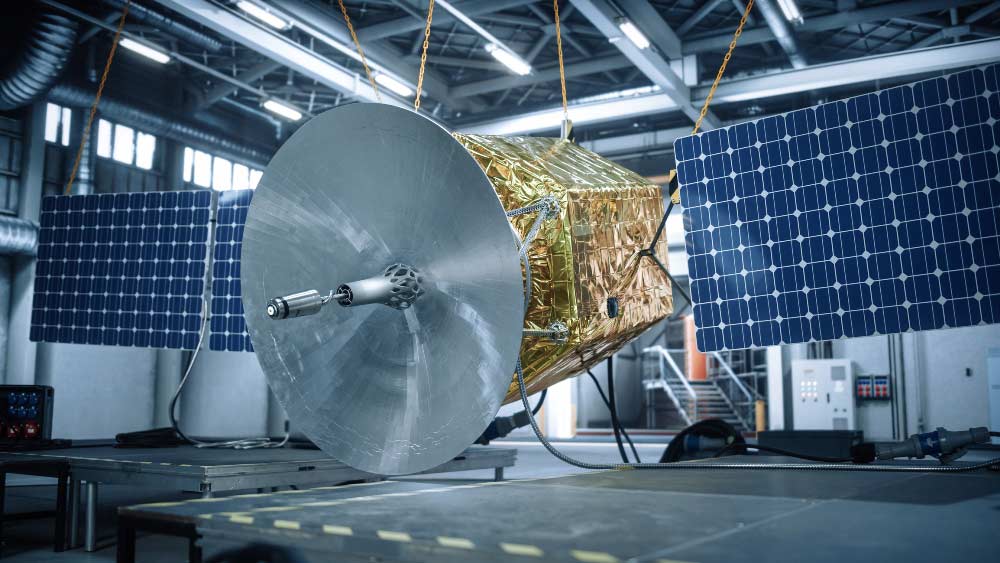
Stockwell Elastomerics now offers space grade silicone materials and fabricates space grade gaskets for spacecraft and space vehicles. These remain flexible at low temperatures and…

A recent article in Fortune Magazine titled: Why I sold my family’s century-plus-old company to my employees, Bill Stockwell offers his thoughts and motivations on…
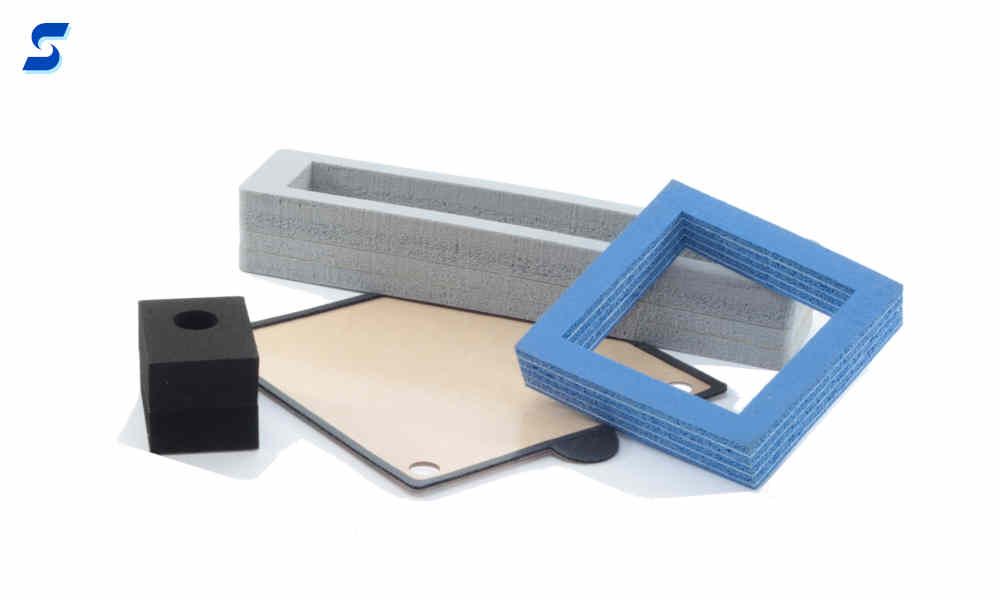
Stockwell Elastomerics specializes in solving gasket and cushioning pad challenges with various silicones, a group of semi-inorganic polymers with distinct properties and diverse applications. For…

Stockwell Elastomerics recently launched another robust technical tips page with a detailed comparison of platinum cured silicone and peroxide cured silicone. It describes the chemical…

Stockwell Elastomerics has high performance elastomers in inventory to support the rapid growth occurring in the energy sector. With many companies investing heavily in artificial…
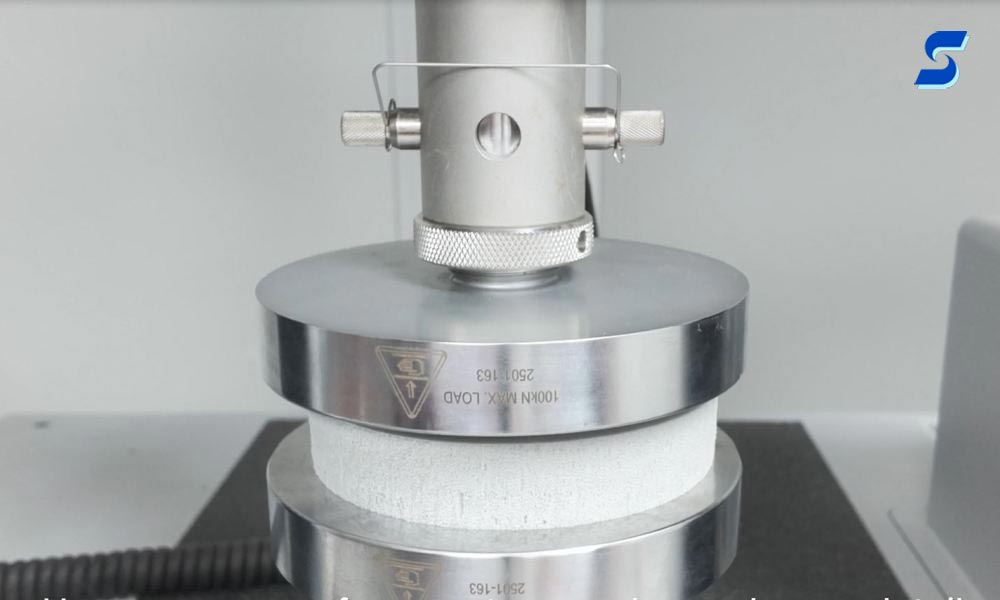
Stockwell Elastomerics supports customers that require detailed testing for materials and products such as custom compression force deflection (CFD) testing. This video describes the use…

Stockwell Elastomerics proudly serves our customers from its 3 building campus located in Northeast Philadelphia. While we often highlight our value dense materials, our vast…

Here is an update on conductive pressure sensitive adhesives from Stockwell Elastomerics. Stockwell Elastomerics provides ESD rated gaskets and EMI shielding silicone gaskets for aerospace,…